


Apa Itu Manufaktur TBM dan Mengapa Itu Penting?
Manufaktur TBM mengacu pada rekayasa dan produksi Mesin Bor Terowongan — peralatan besar dan sangat khusus yang digunakan untuk menggali terowongan melalui batuan, tanah, tanah liat, dan kondisi tanah campuran. Ini adalah salah satu mesin paling kompleks yang pernah dibuat, menggabungkan teknik mesin, hidrolika, elektronik, dan ilmu material mutakhir ke dalam satu sistem terintegrasi yang dapat berbobot mulai dari beberapa ratus ton untuk mesin terowongan utilitas kecil hingga lebih dari 7.000 ton untuk proyek metro atau terowongan jalan raya berdiameter besar. Proses pembuatan mesin bor terowongan tidak seperti memproduksi sebagian besar peralatan industri — setiap mesin secara efektif merupakan proyek khusus yang dirancang untuk memenuhi persyaratan geologi, diameter, keselarasan, dan lapisan spesifik dari satu kontrak terowongan.
Permintaan global terhadap TBM terus meningkat selama beberapa dekade, didorong oleh investasi infrastruktur besar-besaran pada sistem kereta metro, terowongan jalan raya, infrastruktur pasokan air dan saluran pembuangan, terowongan pembangkit listrik tenaga air, dan jaringan logistik bawah tanah. Kota-kota mulai dari London, Mumbai, hingga Los Angeles secara aktif menggunakan TBM untuk membangun infrastruktur bawah tanah tanpa mengganggu kehidupan di permukaan. Tuntutan ini telah menciptakan persaingan global pembuatan TBM industri yang didominasi oleh segelintir pabrikan besar yang mampu menghadirkan mesin khusus yang dirancang dan dibuat dengan toleransi presisi luar biasa pada jangka waktu kontrak yang dapat berlangsung selama 18 bulan atau lebih.
Jenis Mesin Bor Terowongan dan Cara Pembuatannya Berbeda-beda
Pembuatan TBM bukanlah suatu proses produksi tunggal — ini adalah rangkaian desain mesin yang saling terkait namun sangat berbeda, masing-masing dirancang untuk kondisi lapangan tertentu. Jenis TBM yang dipilih untuk suatu proyek pada dasarnya menentukan ruang lingkup manufaktur, spesifikasi komponen, dan kompleksitas perakitan yang terlibat.
TBM Hard Rock (TBM Gripper)
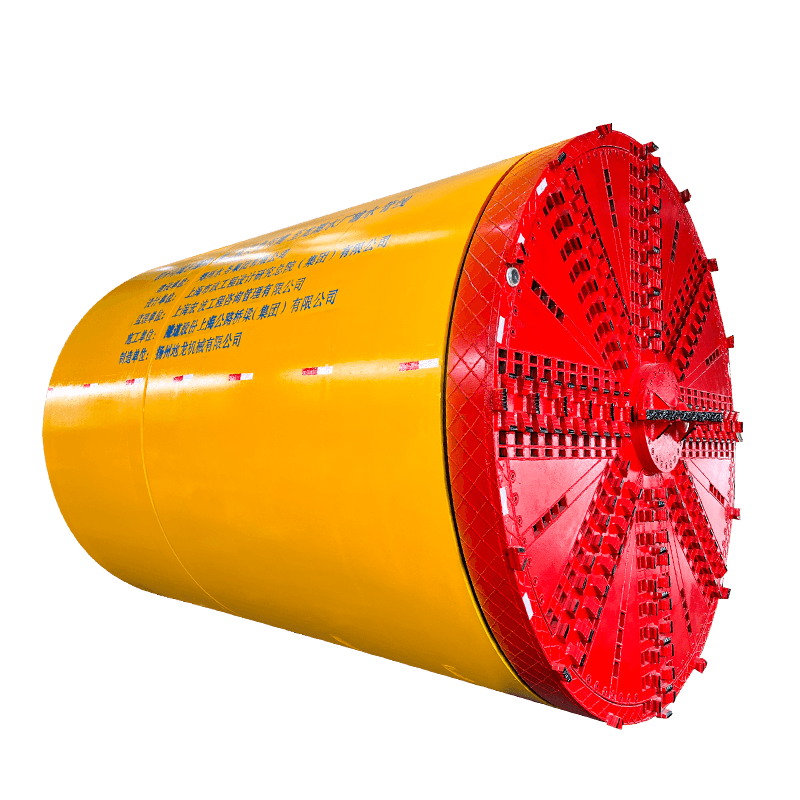
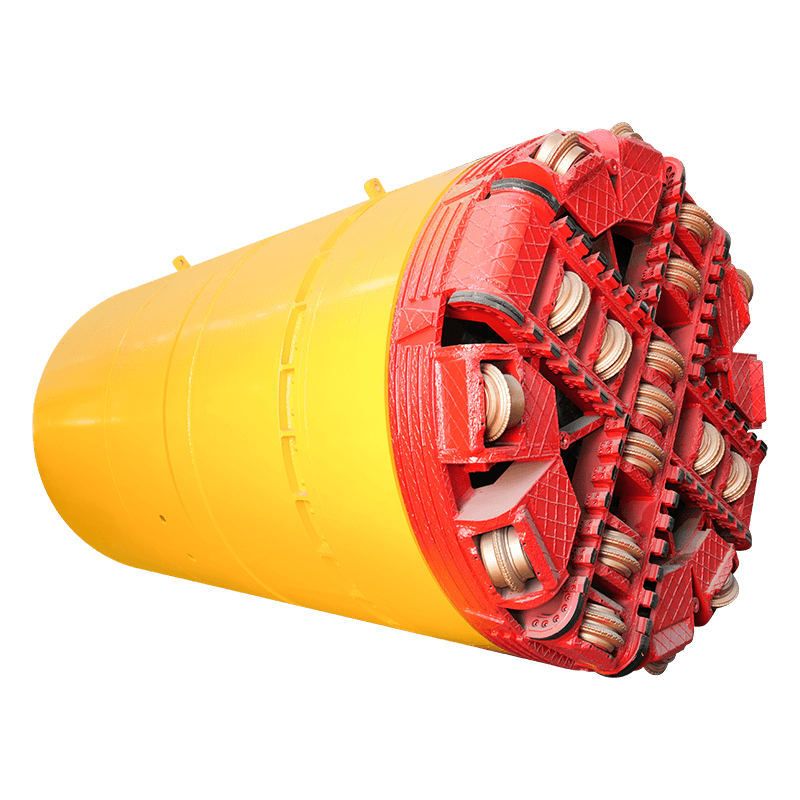
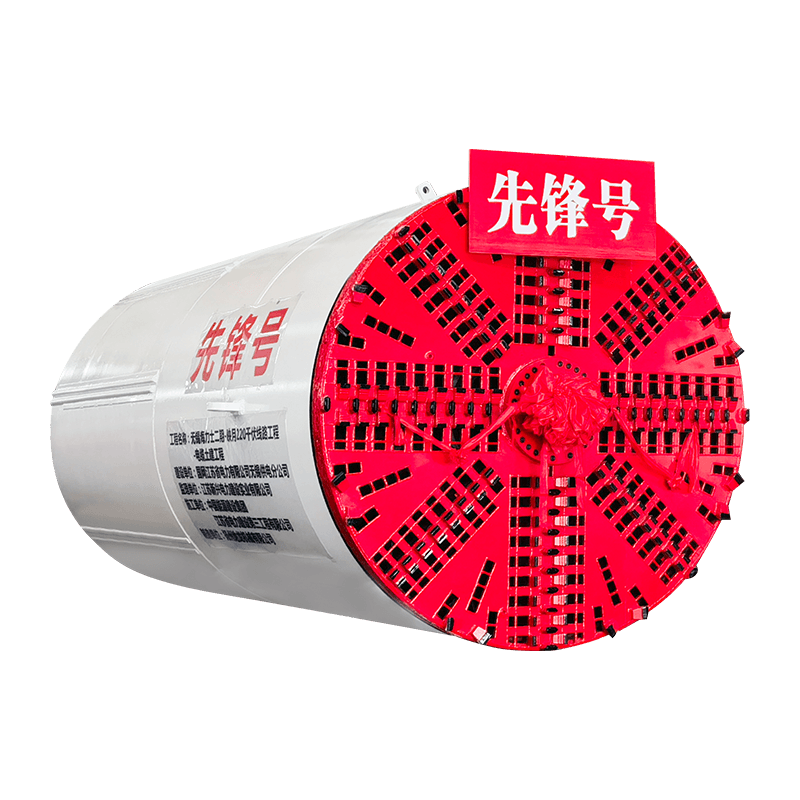
TBM Gripper dirancang untuk membuat terowongan melalui batuan padat dan kompeten seperti granit, basal, dan batu kapur. Alat berat bergerak maju dengan mendorong kepala pemotong yang berputar ke permukaan batu sementara gripper hidraulik memanjang ke samping untuk menahan dinding terowongan, memberikan gaya reaksi yang diperlukan untuk dorongan ke depan. Pembuatan TBM gripper berpusat pada produksi kepala pemotong yang sangat kuat — biasanya dibuat dari pelat baja berkekuatan tinggi dengan rumah pemotong cakram yang diposisikan secara tepat — dan rakitan bantalan utama yang kuat yang mampu mentransmisikan beban dorong yang sangat besar sambil berputar terus menerus. Pemotong cakram pada mesin hard rock merupakan komponen karbida yang dirancang secara presisi dan harus diproduksi dengan toleransi dimensi yang ketat untuk memastikan keausan yang merata pada permukaan kepala pemotong.
Mesin Keseimbangan Tekanan Bumi (EPB).
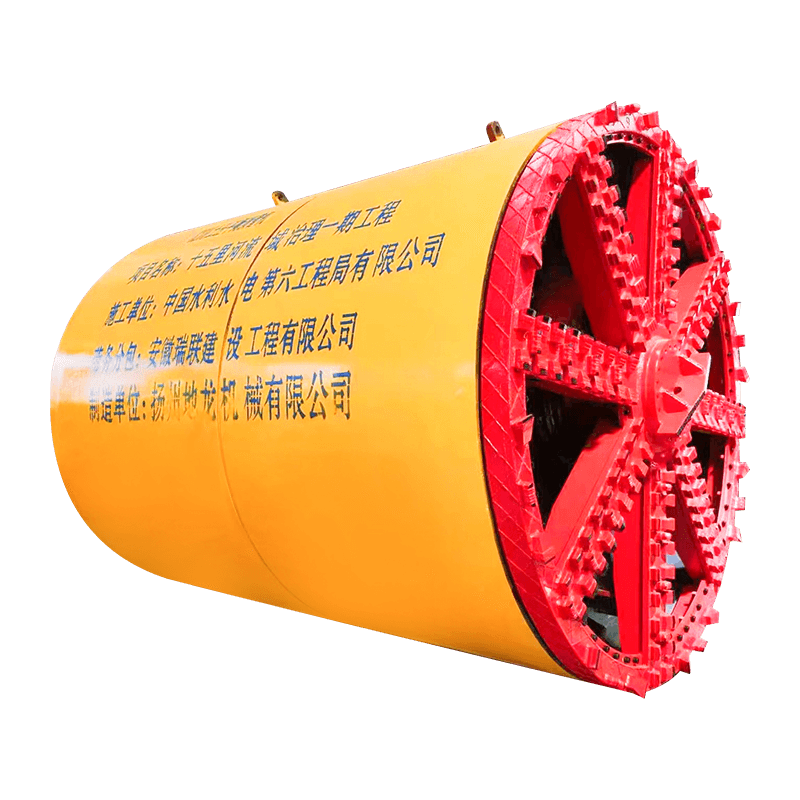
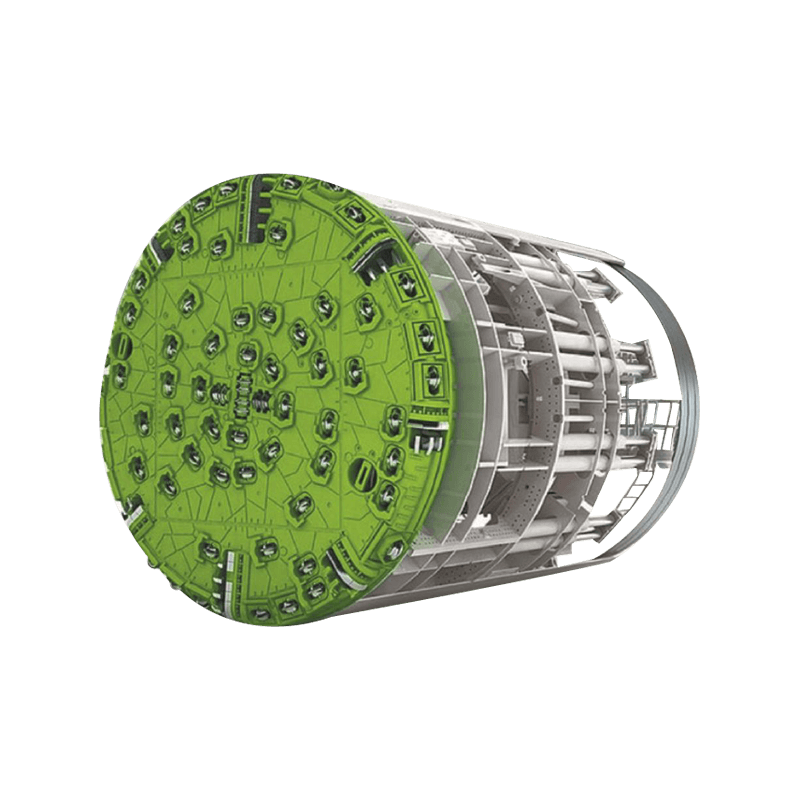
Mesin EPB adalah pekerja keras dalam pembuatan terowongan perkotaan di tanah lunak, tanah campuran, dan kondisi yang mengandung air. Mereka menggunakan bahan galian itu sendiri – yang dikondisikan dengan bahan tambahan busa, polimer, atau bentonit – untuk menjaga tekanan permukaan dan mencegah penurunan tanah di atas terowongan. Kompleksitas manufaktur TBM EPB berpusat pada sistem konveyor sekrup yang mengontrol laju ekstraksi material untuk menyeimbangkan tekanan permukaan, sistem injeksi busa yang terintegrasi ke dalam kepala pemotong, dan badan pelindung yang harus menahan tekanan tanah dan air secara penuh dari tanah di sekitarnya. Geometri kepala pemotong untuk alat berat EPB pada dasarnya berbeda dari desain batuan keras — geometri kepala pemotong ini menggunakan alat pengikis, sendok ember, dan lubang pengondisian tanah, bukan rumah pemotong cakram.
TBM Pelindung Bubur
TBM slurry digunakan di tanah gembur dan jenuh air dimana pengkondisian permukaan EPB tidak cukup untuk menjaga stabilitas. Mereka mempertahankan tekanan muka dengan menggunakan bubur bentonit bertekanan yang mengisi ruang penggalian, didukung oleh sekat di belakang kepala pemotong. Slurry dipompa ke permukaan melalui pipa, diproses di pabrik pemisahan untuk menghilangkan kotoran, dan disirkulasikan kembali ke permukaan. Pembuatan TBM untuk mesin slurry melibatkan produksi pabrik pemisahan sebagai bagian dari cakupan sistem secara keseluruhan — sebuah tantangan teknik tambahan yang melibatkan hidrosiklon, sentrifugal, dan infrastruktur pemompaan slurry selain mesin itu sendiri.
TBM Tanah Campuran dan Kepadatan Variabel
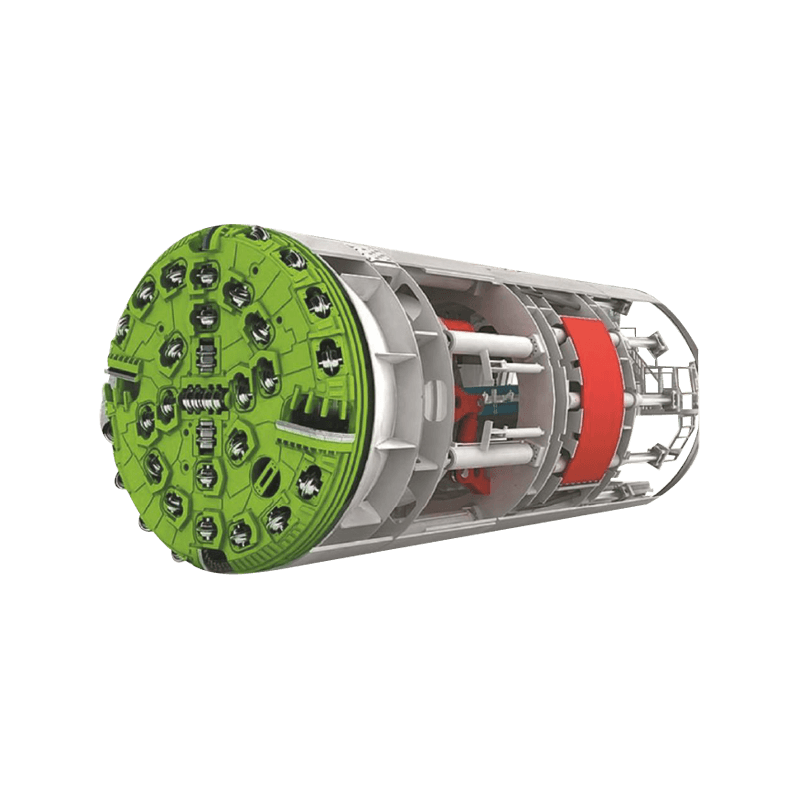
Beberapa TBM paling kompleks yang pernah diproduksi adalah mesin yang dirancang untuk kondisi permukaan campuran — terowongan yang melewati batuan dan tanah lunak dalam penampang terowongan yang sama, atau transisi antara zona batuan keras dan tanah lunak di sepanjang jalur penyelarasan. TBM dengan kepadatan variabel atau tanah campuran ini harus menggabungkan pemotong cakram dan alat pemotong tanah lunak dalam kepala pemotong yang sama, dengan ruang penggalian yang dapat diubah yang dapat beralih antara mode EPB dan hard rock selama penggerak. Pembuatan mesin-mesin ini memerlukan penyelesaian persyaratan desain yang saling bertentangan secara simultan yang mendorong rekayasa TBM hingga batasnya.
Komponen Inti Diproduksi di Setiap TBM
Terlepas dari jenisnya, setiap mesin bor terowongan memiliki seperangkat subsistem dasar yang harus dirancang dan diproduksi agar dapat bekerja sama sebagai sistem yang terintegrasi secara tepat. Memahami komponen inti ini menjelaskan mengapa pembuatan TBM sangat menuntut secara teknis dan memakan waktu.
| Komponen | Fungsi | Tantangan Manufaktur Utama |
| Kepala pemotong | Menggali permukaan terowongan dengan memutarnya melawan batu atau tanah | Integritas struktural di bawah gabungan beban dorong dan torsi; akurasi posisi alat pemotong |
| Rakitan Bantalan Utama | Mendukung kepala pemotong dan mentransmisikan daya dorong dan torsi | Menahan hidup di bawah beban tinggi yang berkelanjutan; penyegelan terhadap kontaminasi tanah |
| Tubuh Perisai | Melindungi pekerja dan peralatan; menyediakan perumahan struktural | Kebulatan presisi untuk pemasangan segmen; ketahanan terhadap tekanan tanah |
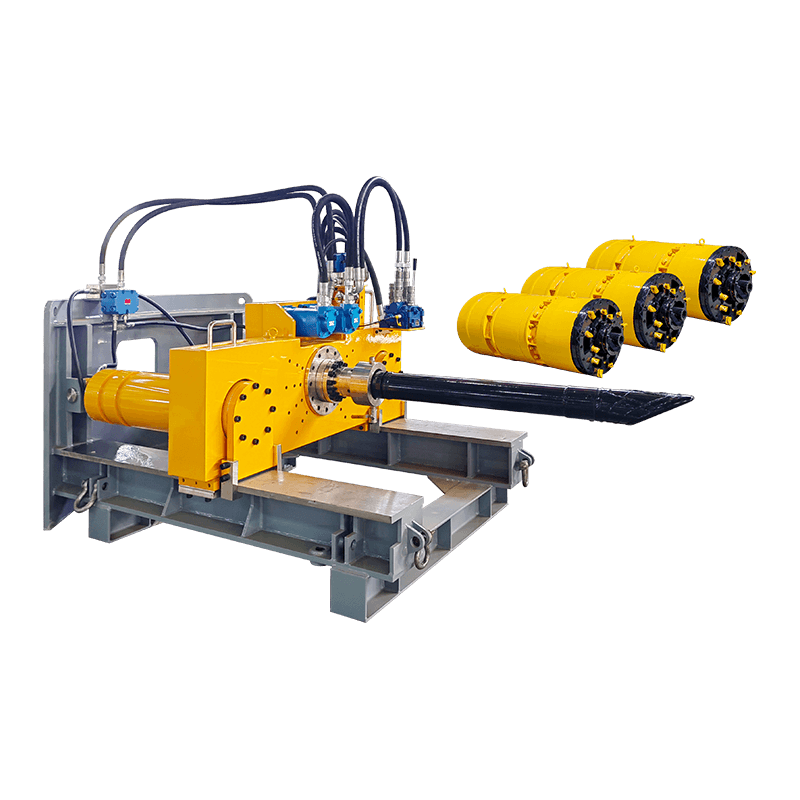
| Sistem Silinder Dorong | Mendorong alat berat ke depan melawan lapisan terowongan yang terpasang | Kontrol langkah tersinkronisasi di semua silinder; keandalan segel |
| Segmen Erektor | Memilih dan memasang segmen lapisan beton pracetak | Akurasi posisi; keandalan sistem vakum; kapasitas beban |
| Penggerak Motor dan Gearbox | Nyalakan putaran kepala pemotong | Kepadatan daya di ruang terbatas; manajemen termal |
| Unit Tenaga Hidraulik | Memberi daya pada semua sistem hidraulik termasuk gaya dorong dan erector | Integrasi sistem; redundansi; penolakan panas ruang terbatas |
| Sistem Pengendalian dan Pembinaan | Menavigasi penyelarasan terowongan dan memantau semua sistem | Akurasi di lingkungan bawah tanah yang tidak dilengkapi GPS; integrasi data waktu nyata |
Proses Pembuatan TBM Langkah demi Langkah
Proses pembuatan mesin bor terowongan mulai dari pemberian kontrak hingga pengujian penerimaan pabrik merupakan program rekayasa dan produksi multi-tahap yang panjang. Memahami urutan ini menjelaskan mengapa waktu tunggu pengiriman TBM biasanya 12–24 bulan bahkan untuk produsen berpengalaman dengan rantai pasokan yang sudah mapan.
Tahap 1 — Analisis Persyaratan Geoteknik dan Proyek
Sebelum satu komponen dirancang, tim teknik pabrikan TBM melakukan analisis terperinci terhadap data investigasi geoteknik yang disediakan oleh klien. Hal ini mencakup log lubang bor, parameter kekuatan batuan, profil tekanan air tanah, hasil uji abrasivitas, dan data permeabilitas tanah di sepanjang seluruh jalur terowongan. Analisis ini secara langsung menentukan desain kepala pemotong, ukuran sistem dorong, spesifikasi bantalan, dan konfigurasi sistem pengkondisian tanah. Mesin yang dirancang berdasarkan data tanah yang tidak akurat atau tidak mencukupi akan berkinerja buruk atau gagal — analisis geoteknik adalah fondasi yang mendasari keseluruhan desain.
Tahap 2 — Rekayasa dan Desain Kustom
Dengan kondisi lapangan yang ditetapkan, tim teknik mengembangkan desain TBM lengkap menggunakan perangkat lunak CAD 3D canggih dan analisis elemen hingga. Desain struktur kepala pemotong dianalisis untuk skenario gabungan gaya dorong dan pembebanan torsi. Perhitungan umur bantalan utama dilakukan menggunakan teori umur bantalan ISO 281 yang diadaptasi untuk spektrum beban spesifik TBM. Toleransi kebulatan badan pelindung ditetapkan berdasarkan geometri lapisan segmen. Setiap pengelasan utama dalam fabrikasi struktural dirancang dan didokumentasikan sesuai dengan kode struktural yang relevan. Tahap desain ini sendiri biasanya memakan waktu tiga hingga lima bulan untuk TBM berdiameter besar dan menghasilkan puluhan ribu gambar teknik dan spesifikasi.
Tahap 3 — Pengadaan Material dan Rantai Pasokan
Pembuatan TBM memerlukan sejumlah besar bahan dan komponen khusus, yang sebagian besar memiliki waktu pengadaan yang lama. Pelat baja struktural berkekuatan tinggi untuk kepala pemotong dan badan pelindung, bantalan cincin slewing berdiameter besar, gearbox planetary torsi tinggi, silinder hidraulik yang diproduksi sesuai spesifikasi langkah dan tekanan yang presisi, serta sistem penyegelan khusus semuanya memerlukan pengadaan awal untuk menghindari penundaan fabrikasi. Rakitan bantalan utama – cincin slewing besar yang diameternya bisa melebihi tiga meter untuk TBM besar – sering kali memiliki waktu tunggu produksi mandiri selama enam hingga sembilan bulan dan biasanya merupakan item jalur kritis dalam keseluruhan jadwal pengiriman TBM.
Tahap 4 - Fabrikasi Struktural
Fabrikasi struktural TBM melibatkan pemotongan, pembentukan, dan pengelasan bagian pelat baja berat ke dalam rakitan struktural utama — kepala pemotong, pelindung depan, pelindung belakang, dan komponen roda gigi belakang. Pekerjaan ini dilakukan oleh tukang las struktural bersertifikat menggunakan prosedur pengelasan pra-kualifikasi dan diperiksa dengan pengujian non-destruktif termasuk pemeriksaan ultrasonik, partikel magnetik, dan radiografi. Kontrol dimensi selama fabrikasi sangat penting — badan pelindung harus berbentuk bulat hingga berada dalam toleransi yang ketat sehingga segmen lapisan terowongan dapat dipasang dengan geometri celah yang konsisten. Rakitan struktural besar dikerjakan setelah fabrikasi untuk mencapai toleransi antarmuka yang diperlukan pada permukaan kawin.
Tahap 5 — Perakitan Mekanis dan Hidraulik
Setelah fabrikasi struktural selesai, mesin dirakit secara bertahap dengan sistem mekanik, hidrolik, dan kelistrikannya. Bantalan utama dipasang dan dikencangkan sesuai spesifikasi. Motor penggerak dan girboks dipasang dan disejajarkan. Sistem silinder dorong dipasang dan semua silinder diuji tekanannya satu per satu sebelum dihubungkan ke unit daya hidrolik. Lengan erector segmen dirakit dan jangkauan, kecepatan, dan kapasitas muatannya diverifikasi. Sistem kontrolnya berkabel dan terintegrasi, dengan semua input sensor dan output aktuator diverifikasi berdasarkan dokumentasi logika kontrol. Fase perakitan ini membutuhkan banyak tenaga kerja terampil — perakitan TBM memerlukan teknisi yang memahami integrasi sistem secara penuh, bukan hanya pemasangan komponen individual.
Tahap 6 — Pengujian Penerimaan Pabrik
Sebelum TBM meninggalkan pabrik, TBM tersebut menjalani Uji Penerimaan Pabrik (FAT) komprehensif yang disaksikan oleh klien dan perwakilan teknisnya. FAT memverifikasi bahwa semua sistem berfungsi sesuai spesifikasi dalam kondisi terkendali — kecepatan dan torsi putaran kepala pemotong, gaya dan langkah silinder dorong, rentang erektor segmen dan kapasitas beban, tekanan dan aliran sistem hidrolik, fungsi sistem kelistrikan, dan respons sistem kontrol. Sistem panduan dikalibrasi dan diverifikasi. Setiap kekurangan yang diidentifikasi selama FAT harus diperbaiki sebelum mesin disetujui untuk pengiriman. Catatan FAT menjadi bagian dari dokumentasi permanen mesin dan direferensikan sepanjang masa operasionalnya.

Standar Rekayasa Presisi dalam Produksi TBM
Persyaratan presisi manufaktur TBM menyaingi persyaratan peralatan kedirgantaraan dan pertahanan berat. Toleransi ini tidak sembarangan — toleransi ini secara langsung memengaruhi kemampuan alat berat untuk membangun terowongan sesuai kesejajaran yang ditentukan, memasang segmen pelapis tanpa kerusakan, dan menjaga sambungan kedap air antar segmen selama masa pakai terowongan.
- Kebulatan kepala pemotong: Diameter luar kepala pemotong harus berada dalam jarak ±2–3 mm dari diameter lubang nominal untuk mempertahankan overcut yang dirancang dan mencegah pelindung terjebak di dalam tanah. Untuk mencapai toleransi ini dalam struktur baja fabrikasi dengan diameter lima hingga dua belas meter memerlukan rangkaian operasi pengelasan yang cermat untuk mengendalikan distorsi dan pemesinan pasca-las pada permukaan antarmuka kritis.
- Pemesinan kursi bantalan utama: Jurnal lubang dan poros rumah yang menempatkan rakitan bantalan utama harus dikerjakan dengan toleransi dalam kisaran IT6–IT7 (0,010–0,025mm) dan diperiksa menggunakan mesin pengukur koordinat presisi. Geometri tempat duduk bearing yang salah mengurangi masa pakai bearing secara drastis dan dapat menyebabkan kegagalan kelelahan dini jauh di bawah tanah — sebuah skenario perbaikan yang sangat mahal dan memakan waktu.
- Sirkularitas badan pelindung: Segmen pelindung depan dan belakang harus dirakit dan dikerjakan dengan toleransi sirkularitas biasanya dalam jarak 5–10 mm pada diameter penuh, memastikan bahwa celah melingkar antara pelindung dan segmen pelapis yang dipasang konsisten di sekeliling keliling. Konsistensi ini sangat penting untuk efektivitas penyegelan kulit ekor — sikat dan minyak yang menutup celah antara ekor pelindung dan lapisan harus melakukan kontak yang merata untuk mencegah masuknya air tanah.
- Sinkronisasi langkah silinder dorong: Dalam TBM besar, 30–50 silinder dorong individu harus memanjang dan memendek dalam kelompok yang terkoordinasi dengan tepat untuk mengontrol pitch dan yaw alat berat saat mengarahkan sepanjang penyelarasan terowongan. Silinder harus diproduksi dengan toleransi langkah yang konsisten dan sistem kontrol harus dikalibrasi untuk menjaga sinkronisasi posisi dalam beberapa milimeter pada langkah penuh silinder.
- Posisi rumah pemotong cakram: Pada TBM batuan keras, posisi masing-masing rumah pemotong cakram pada permukaan kepala pemotong harus diatur secara tepat sesuai dengan radius pemotongan yang dirancang, untuk memastikan bahwa semua pemotong pada radius yang sama melacak alur yang sama pada permukaan batu. Kesalahan posisi dalam jarak pemotong menyebabkan kelebihan beban masing-masing pemotong dan mempercepat keausan, mengurangi umur pemotong dan meningkatkan frekuensi penggantian pemotong di bawah tanah yang memakan waktu.
Teknologi Utama yang Mendorong Manufaktur TBM Modern
Teknologi canggih dalam pembuatan mesin bor terowongan telah mengalami kemajuan yang signifikan dalam beberapa dekade terakhir, didorong oleh tuntutan proyek terowongan yang semakin menantang dan integrasi alat teknik digital yang tidak tersedia bagi perancang TBM generasi sebelumnya.
Kembar Digital dan Simulasi
Produsen TBM terkemuka kini mengembangkan model kembar digital penuh untuk setiap mesin sebelum fabrikasi dimulai. Model ini mengintegrasikan analisis struktural, simulasi sistem hidrolik, dan pemodelan logika kontrol untuk memverifikasi kinerja sistem di seluruh kondisi pengoperasian yang diharapkan pada proyek tertentu. Kembar digital memungkinkan para insinyur mengidentifikasi konflik antarmuka, mengoptimalkan posisi komponen, dan mensimulasikan skenario kesalahan sebelum sepotong baja dipotong. Selama pengoperasian, kembaran digital dapat terus diperbarui dengan data mesin nyata untuk mendukung pemeliharaan prediktif dan pemecahan masalah dari pusat teknik pabrikan di mana pun di dunia.
Bahan Pemotong Kepala Canggih dan Perlindungan Keausan
Keausan kepala pemotong adalah salah satu faktor utama yang membatasi tingkat kemajuan TBM dan meningkatkan biaya pemeliharaan pada tanah abrasif. Manufaktur TBM modern menggabungkan strategi perlindungan keausan tingkat lanjut termasuk tombol keausan tungsten karbida, pelat pelapis kromium karbida, dan sisipan keausan komposit keramik di zona keausan tertinggi pada kepala pemotong. Pemilihan dan penempatan perlindungan terhadap keausan kini dianalisis menggunakan komputasi dinamika fluida dan pemodelan elemen diskrit untuk memprediksi pola keausan pada kondisi tanah dan batuan tertentu pada proyek, sehingga perlindungan dapat dikonsentrasikan pada tempat yang paling membutuhkan daripada diterapkan secara seragam.
Pengelasan Otomatis dan Fabrikasi Robot
Meskipun sebagian besar fabrikasi TBM masih bergantung pada tukang las manual yang sangat terampil, integrasi sistem pengelasan otomatis telah meningkatkan konsistensi dan produktivitas pengelasan pada sambungan las bervolume tinggi. Sel las robotik digunakan untuk pengelasan struktural berulang pada panel bodi pelindung dan bagian jari-jari yang memerlukan geometri las yang konsisten. Pengelasan busur terendam banyak digunakan untuk pengelasan butt berat pada bagian pelat tebal, memberikan penetrasi yang dalam dan tingkat deposisi yang tinggi dengan kualitas yang dapat diandalkan. Proses otomatis ini membebaskan tukang las terampil untuk fokus pada sambungan akses kompleks di mana keahlian mereka memberikan nilai tambah yang paling besar.
Sistem Pemantauan Kinerja Waktu Nyata
TBM kontemporer dilengkapi dengan ratusan sensor yang memantau segalanya mulai dari gaya dorong silinder individu hingga suhu bantalan utama, torsi kepala pemotong, tekanan muka, tekanan injeksi gemuk segel ekor, dan posisi erector segmen. Data ini dicatat secara real-time, ditampilkan kepada operator, dikirimkan ke kantor teknisi proyek, dan dalam banyak kasus dibagikan secara aman kepada tim teknik pabrikan TBM. Kemampuan untuk memantau kinerja alat berat dari jarak jauh telah mengubah cara produsen mendukung peralatan mereka di lapangan, sehingga memungkinkan diagnosis cepat terhadap masalah yang muncul sebelum masalah tersebut berkembang menjadi kegagalan yang merugikan.
Produsen TBM Global dan Tempat Mereka Membuat Mesinnya
Industri manufaktur TBM terkonsentrasi di antara sejumlah kecil pabrikan besar internasional, yang masing-masing memiliki kemampuan teknik khusus dan fasilitas manufaktur yang mampu memproduksi mesin terbesar dan paling kompleks di dunia.
- Herrenknecht AG (Jerman): Produsen TBM terbesar di dunia berdasarkan volume unit dan pendapatan, berkantor pusat di Schwanau, Jerman. Herrenknecht memproduksi berbagai jenis TBM mulai dari mesin microtunneling kecil hingga mesin slurry berdiameter besar dan mesin EPB, dengan fasilitas manufaktur besar di Jerman dan operasi perakitan secara global. Mereka telah mengirimkan mesin untuk beberapa proyek terowongan paling menantang di dunia termasuk Terowongan Pangkalan Gotthard dan sejumlah sistem metro di Asia dan Timur Tengah.
- Perusahaan Robbins (AS): Salah satu nama tertua dan paling terkenal dalam manufaktur TBM, Robbins memelopori teknologi TBM hard rock dan tetap menjadi pemimpin dalam TBM gripper balok utama untuk terowongan batu. Mereka memproduksi dan memperbarui mesin di fasilitas di Amerika Serikat dan memiliki layanan global serta jaringan dukungan untuk peralatan mereka yang beroperasi di seluruh dunia.
- NFM Technologies (Prancis, bagian dari grup Bouygues): Produsen TBM Perancis dengan keahlian kuat dalam mesin terowongan perkotaan berdiameter besar, khususnya pelindung lumpur dan jenis EPB untuk menantang proyek-proyek Eropa dan internasional. NFM telah mengirimkan mesin untuk proyek metro besar di Paris, Roma, dan di seluruh Asia Tenggara.
- CREG - Grup Peralatan Teknik Kereta Api China: Produsen TBM terbesar di Tiongkok dan kini menjadi salah satu yang terbesar di dunia berdasarkan volume, CREG telah dengan cepat mengembangkan kemampuan teknik dan manufakturnya melalui kombinasi teknologi berlisensi dan investasi penelitian dan pengembangan dalam negeri. CREG memasok sebagian besar TBM yang digunakan dalam program pembangunan terowongan metro dan kereta api berkecepatan tinggi secara besar-besaran di Tiongkok dan telah mulai mengekspor ke pasar internasional.
- Kawasaki Heavy Industries dan Mitsubishi Heavy Industries (Jepang): Kedua konglomerat teknik Jepang ini memiliki sejarah panjang dalam manufaktur TBM, terutama untuk pasar domestik Jepang dan proyek ekspor tertentu. Pabrikan TBM Jepang dikenal dengan kualitas dan presisi pembuatan yang sangat tinggi, dengan kekuatan khusus pada teknologi mesin pelindung untuk pembuatan terowongan perkotaan di tanah lunak.
- Caterpillar (divisi Lovat, Kanada): Caterpillar mengakuisisi Lovat, produsen TBM Kanada, dan terus memproduksi EPB dan mesin slurry dengan merek terowongan Caterpillar. Mesin mereka banyak digunakan dalam proyek pembuatan terowongan infrastruktur di Amerika Utara termasuk pasokan air dan angkutan perkotaan.
Perbaikan dan Pembuatan Ulang TBM
Segmen industri manufaktur TBM yang signifikan dan berkembang adalah perbaikan dan manufaktur ulang mesin bekas untuk proyek terowongan baru. Mengingat besarnya biaya yang dikeluarkan untuk TBM baru – mesin berdiameter besar dapat menelan biaya $15 juta hingga $50 juta USD atau lebih – pemilik proyek dan kontraktor semakin mengevaluasi mesin rekondisi sebagai alternatif yang hemat biaya ketika kondisi proyek sesuai dengan spesifikasi mesin yang ada.
Perbaikan TBM biasanya melibatkan pembongkaran semua sistem utama, inspeksi dan penggantian komponen aus, rekondisi rakitan struktural, perombakan bantalan utama, penggantian segel dan silinder hidrolik, dan pembangunan kembali sistem kelistrikan dan kontrol secara menyeluruh. Pada proyek perbaikan yang lebih besar, kepala pemotong dapat direstrukturisasi untuk memodifikasi tata letak pemotong untuk kondisi tanah yang berbeda, atau diameter pelindung dapat disesuaikan sedikit melalui penambahan atau pelepasan sisipan baja pada pelat kulit. Perbaikan yang dilaksanakan dengan baik dapat memperpanjang masa pakai alat berat dengan proyek penuh lainnya dan terkadang lebih, dengan biaya yang lebih murah dari alat berat baru.
Tantangan dan Tren Masa Depan dalam Pembuatan Mesin Pengeboran Terowongan
Manufaktur TBM menghadapi serangkaian tantangan teknis dan komersial yang mempengaruhi perkembangan industri dalam dekade mendatang. Permintaan akan solusi tunneling yang lebih besar, lebih dalam, dan lebih otomatis mendorong batas-batas yang dapat dicapai oleh teknologi TBM saat ini dan mendorong investasi penelitian dan pengembangan yang signifikan di seluruh industri.
- Meningkatkan diameter mesin: Tren diameter terowongan yang lebih besar untuk jalan raya dan gabungan terowongan metro/jalan raya menghasilkan alat berat dengan skala yang luar biasa. Mesin dengan diameter di atas 15 meter menghadirkan tantangan struktural dan logistik yang memerlukan solusi teknik baru — pengangkutan, perakitan, dan peluncuran mesin tersebut di ruang terbatas pada poros peluncuran memerlukan perencanaan yang cermat pada setiap tahap proses produksi dan pengiriman.
- Sistem penggantian pemotong otomatis: Mengganti pemotong cakram pada TBM batuan keras mengharuskan pekerja memasuki ruang penggalian dalam kondisi atmosfer atau bertekanan untuk mengganti pemotong yang aus secara manual — salah satu tugas yang paling menuntut dan berbahaya dalam pembuatan terowongan. Beberapa produsen sedang mengembangkan sistem penggantian pemotong robot yang dapat melakukan pekerjaan ini dari jarak jauh, sehingga menghilangkan paparan pekerja terhadap lingkungan penggalian bertekanan berbahaya. Mengembangkan manipulator yang mampu menangani beban pemotong melebihi 200kg di ruang terbatas, basah, dan terkontaminasi merupakan tantangan teknis yang signifikan.
- Elektrifikasi sistem penggerak: Meningkatnya tekanan peraturan terhadap kualitas udara bawah tanah dan emisi karbon mempercepat pengembangan sistem penggerak TBM serba listrik yang menghilangkan tenaga berbasis oli hidrolik dan diesel dari alat berat. Motor kepala pemotong penggerak langsung listrik, aktuator silinder dorong listrik, dan logistik terowongan bertenaga baterai atau jaringan semuanya sedang dikembangkan secara aktif oleh produsen besar.
- Ketahanan rantai pasokan: Gangguan global yang terjadi dalam beberapa tahun terakhir memperlihatkan kerentanan dalam rantai pasokan yang luas yang menjadi andalan produsen TBM – khususnya untuk bearing berdiameter besar, komponen hidrolik khusus, dan sistem kontrol elektronik. Produsen secara aktif berupaya untuk memenuhi syarat pemasok alternatif, meningkatkan inventaris komponen strategis, dan dalam beberapa kasus membawa manufaktur komponen yang sebelumnya dialihdayakan ke dalam perusahaan untuk mengurangi paparan terhadap gangguan rantai pasokan.
- Panduan berbantuan AI dan operasi otonom: Integrasi kecerdasan buatan ke dalam sistem panduan dan kontrol TBM merupakan bidang pengembangan yang aktif. Model pembelajaran mesin yang dilatih berdasarkan data proyek historis dapat mengoptimalkan parameter kemudi, memprediksi kualitas pembuatan ring lapisan, dan mengingatkan operator untuk mengembangkan kondisi lapangan sebelum menyebabkan masalah operasional. Pengoperasian TBM yang sepenuhnya otonom tetap menjadi tujuan jangka panjang, namun otomatisasi tambahan pada tugas-tugas operasional rutin sudah diterapkan pada proyek-proyek saat ini.
Pemikiran Akhir tentang Manufaktur TBM
Manufaktur mesin bor terowongan berada di persimpangan antara teknik struktural, permesinan presisi, hidrolika, elektronik, dan ilmu material — dan hal ini dilakukan pada skala yang hanya dapat ditandingi oleh beberapa industri lain. Setiap TBM yang keluar dari pabrik merupakan solusi yang dirancang khusus untuk menghadapi serangkaian tantangan geologis dan proyek tertentu, dan kualitas teknik dan manufaktur tersebut pada akhirnya tercermin dalam seberapa andal mesin tersebut menembus bumi, seberapa konsisten mesin tersebut memasang lapisan terowongan yang berkualitas, dan seberapa aman mesin tersebut membawa pulang pekerja di akhir setiap giliran kerja.
Ketika permintaan infrastruktur global terus mendorong investasi dalam konstruksi bawah tanah, produsen TBM menghadapi masa depan yang menarik dan penuh tantangan – menghadirkan mesin dengan ukuran, kompleksitas, dan kecanggihan teknologi yang semakin meningkat sambil mengelola rantai pasokan, mengembangkan insinyur dan fabrikator generasi berikutnya, dan mengintegrasikan teknologi digital yang akan menentukan seperti apa pengeboran terowongan selama setengah abad mendatang. Bagi siapa pun yang terlibat dalam konstruksi terowongan, pengadaan, atau pengembangan proyek, memahami bagaimana mesin luar biasa ini dirancang dan dibangun merupakan hal mendasar dalam membuat keputusan yang tepat mengenai salah satu peralatan konstruksi paling kompleks dan penting yang pernah dibuat.






